Okay, I’m a bit sick of fighting ooze at the moment (see last post for more details), so I thought I’d get in and print some useful objects.
When browsing Thingiverse the other day, I saw this design for a holder for Apple earphones.
I thought that these might make ‘stocking stuffers’, and a good answer to the question ‘Well, what can you make with a 3D printer?’ that you often get asked.
Not willing to just print something out (heaven forbid), I used the opportunity to also give Slic3r a try. Slic3r is an alternative skeining program, different from Skeinforge and SFact. Unlike SFact, which basically works as a ‘plug-in’ to Pronterface, Slic3r is a stand-alone program. I’m not sure what advantages this gives, but it’s extremely fast to skein, which is probably due to running natively vs running interpreted Python code.
One of the supposed strength’s of Slic3r is in thin layers, so I thought I’d try something a little different.
I printed up two earbud holders. One, using Slic3r, would be at 0.2mm layers, but printed at 60mm/s. The other, using SFact, would use 0.4mm layers, and print at 30mm/s. So they should have the same printing time, but each have a different area of focus.
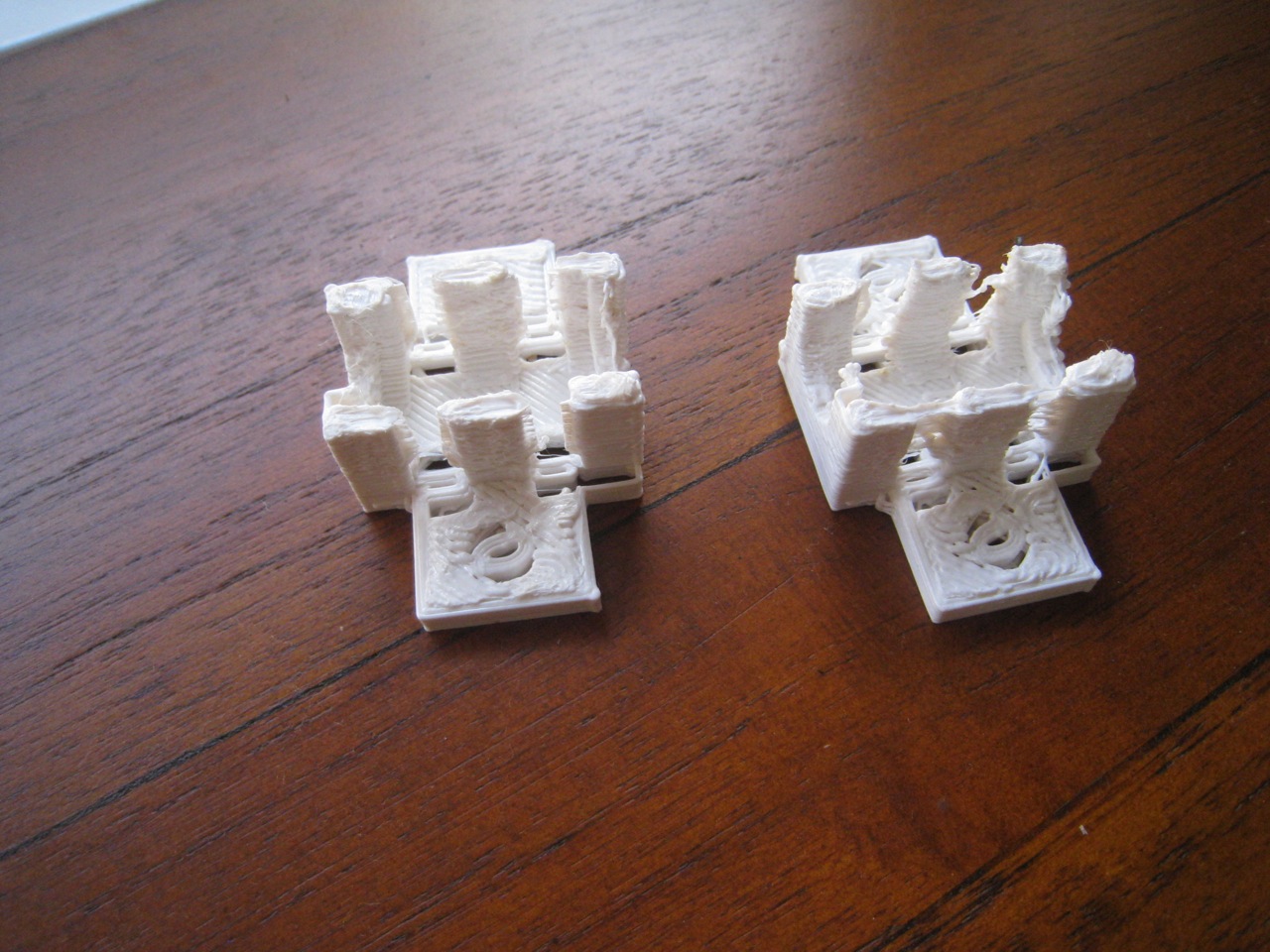
Here’s the results.
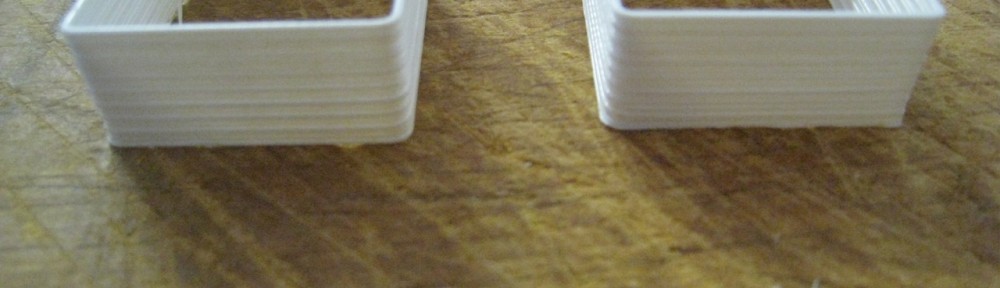
 Slic3r’s output is on the right, SFact on the left.
Slic3r’s output is on the right, SFact on the left.


I’m not totally impressed with Slic3r’s results. It’s clearly missing a lot of the fine tuning which has gone into SFact. I think that the 0.2mm layer was just a bit too thin, and the walls came out a bit unevenly.
I think that it’ll definitely be worth keeping an eye on Slic3r. It’s only very new, but doing pretty well so far.
























{kind=link}